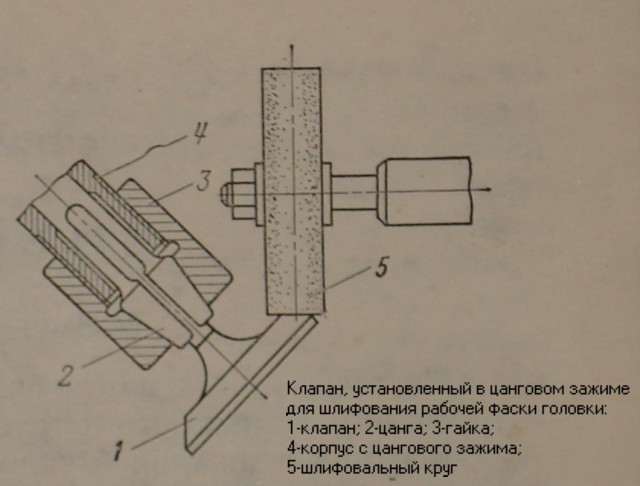
Износ рабочей фаски головки клапана устраняют шлифованием на шлифпвальном станке. Конструкция сианка позволяет устанавливать клапан под требуемым углом относительно шлифовального круга. При отсутствии станка можно использовать круглошлифовальный станок. При шлифовании рабочей фаски головки за базу принимают цилиндрическую поверхность стержня. Клапан в этом случае устанавливают в цанговом зажиме.
В результате неоднократного шлифования рабочей фаски высота цилиндрического пояска головки клапана уменьшается. Согласно техническим условиям она должна быть не менее 0,5мм, а вместе с обратной фаской-0,8 мм ( для двигателя ЗМЗ-53 ).
Шероховатость поверхности рабочей фаски после шлифования должна соответствовать 8 классу. Биение рабочей фаски головки относительно стержня клапана не должно превышать 0,03 мм.