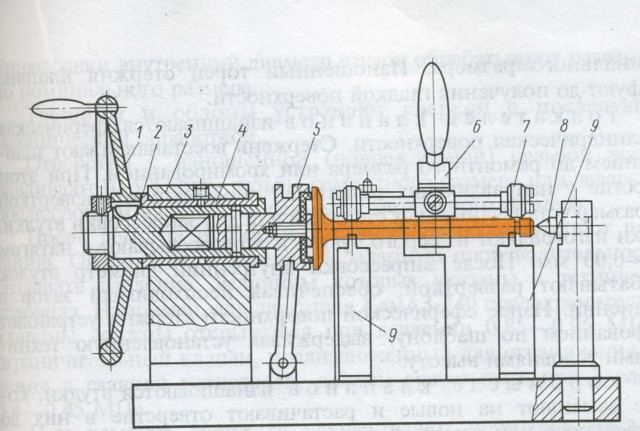
Прямолинейность стержня после правки контролируют на приспособлении (рис34.13),которое одновременно служит для проверки биения рабочей фаски головки относительно стержня.
Клапан установленный на призмах приспособления, прижимают сверху коромыслом с роликами, а слева пальцем 5 центру 8.При помощи маховика поворачивают клапан вокруг своей оси. О прямолинейности стержня и биении рабочей фаски головки клапана судят по показаниям индикаторов
Изношенный стержень клапана ремонтируют шлифованием под уменьшенный категорийный ремонтный размер, хромированием или осталиванием с последующим шлифованием под номинальный или увеличенный ( для двигателей ЗМЗ-53 ) категорийный ремонтный размер.
При шлифовании стержня под уменьшенный ремонтный размер следует углубить на соответствующую величину кольцевую канавку для сухариков крепления клапанной пружины. При сборке сухарики подлежат замене новыми соответствующего ремонтного размера.
Стержень клапана шлифуют на бесцентрошлифовальном станке методом врезания или на обычном круглошлифовальном станке.В последнем случае клапан устанавливают головкой в цанговый зажим или в трехкулачковый патрон, а стержнем в обратный центр ( со стороны задней бабки ). Изношенный торец стержня клапана шлифуют на шлифовальном станке или используют для этой цели заточный или обдирочно-шлифовальный станки. Для шлифования торца клапана устанавливают на призмы
Износ рабочей фаски головки клапана устраняют шлифованием на шлифпвальном станке. Конструкция сианка позволяет устанавливать клапан под требуемым углом относительно шлифовального круга. При отсутствии станка можно использовать круглошлифовальный станок. При шлифовании рабочей фаски головки за базу принимают цилиндрическую поверхность стержня. Клапан в этом случае устанавливают в цанговом зажиме.
В результате неоднократного шлифования рабочей фаски высота цилиндрического пояска головки клапана уменьшается. Согласно техническим условиям она должна быть не менее 0,5мм, а вместе с обратной фаской-0,8 мм ( для двигателя ЗМЗ-53 ).
Шероховатость поверхности рабочей фаски после шлифования должна соответствовать 8 классу. Биение рабочей фаски головки относительно стержня клапана не должно превышать 0,03 мм.